熱線:135-2877-5529
日期:2023-03-15 編輯:鵬豐精密(mì)五金 閱讀: 622
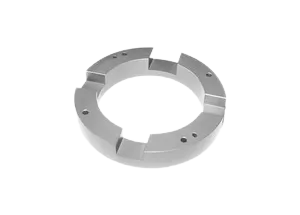
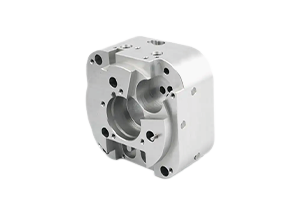
壓鑄殼體(tǐ)不斷推動產業結(jié)構(gòu)升級,提高高端產品市場競爭力,鋁合金壓鑄件行(háng)業發展水平有待提高,降低能耗,減少環境汙染以及節約有限資源。壓鑄殼(ké)體是在壓鑄機
上(shàng)進行的金屬(shǔ)型(xíng)壓力鑄造,是目前生(shēng)產效率最高的鑄造工藝。那麽鋁壓鑄殼體模具加工(gōng)時(shí)如何進行工(gōng)藝性質分類?下麵由深圳鵬豐精(jīng)密廠家(jiā)的工作人員為大(dà)家(jiā)介(jiè)紹:
1.衝裁模,沿封閉或敞開的輪廓線使材(cái)料(liào)產生分(fèn)離的(de)模(mó)具.如落料(liào)模、衝孔模(mó)、切斷模、切口模、切邊模、剖切模等。
2.彎曲模,使板料毛坯或其他坯(pī)料沿著直線(彎曲線(xiàn))產生彎曲(qǔ)變形,從而獲得一定角度和形狀的工件的模具。
3.拉(lā)深模(mó),是把板料毛坯製成開口空心件,或使空心件進一步改變形狀和尺寸的模(mó)具。
4.成形模,是將毛坯或(huò)半成品工件按圖凸、凹模的形狀直(zhí)接複製成形,而材料本身(shēn)僅產生局部塑性變形的模具,如脹形(xíng)模、縮口模、擴口模(mó)、起(qǐ)伏成形模、翻邊模、整形模
等(děng)。
鋁壓鑄殼體模具加工(gōng)根(gēn)據工序組合程(chéng)度(dù)分類:
1.單(dān)工序模,在壓力機的一次行程中,隻完成一(yī)道衝壓工序的模具。
2.複合模,隻有一個工位,在壓力(lì)機(jī)的一(yī)次行程中,在同一工位上同時完成兩道或兩道以上衝(chōng)壓工序的模具。
3.級進模,在毛坯的送進方向上,具有兩個或(huò)更多的工位,在壓力機的一次行程中,在不同的工(gōng)位上逐次完成兩道或兩道以上鋁壓鑄殼(ké)體模具加工(gōng)程序的模具
4.傳遞(dì)模,綜合了單工序(xù)模和(hé)級進模的特點,利用機械(xiè)手(shǒu)傳遞係統,實現產品的模內快速傳遞,可以大(dà)大提高產品的生產效(xiào)率,減低產(chǎn)品的生產成本,節(jiē)儉(jiǎn)材料成本,並且質量穩
定可靠。





微(wēi)信谘詢
135-2877-5529
公司郵箱
gaofeng@pf898.com
公司地址
深圳市龍崗區朱古石五清路5號
Copyright © 2022 深圳市鵬(péng)豐精密五金有限公司 All Rights Reserved 粵ICP備18084774號



 135-2877-5529
135-2877-5529